Самодельный держак. Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками. Держатели заводского исполнения
Несмотря на надежность заводских конструкций сварочных аппаратов в процессе эксплуатации отдельные его части могут выйти из строя, в том числе и приспособление для удержания электродов. Безусловно, можно приобрести данные запчасти в магазине. Они представлены в продаже широко, но преимущественное большинство профессионалов предпочитают устанавливать самодельный держак для электродов. Его конструкция проста, но она должна точно соответствовать определенным стандартам:
- самоделка должна обеспечивать диэлектрическую защиту сварщика;
- сварочный держак должен хорошо теплоизолирован;
- провода должны быть закреплены надежно и качественно;
- держатель должен выдерживать электрические токи в несколько сотен ампер;
- электрод должен удерживаться максимально крепко;
- замена электродов должна быть проста и оперативна.
Два последних требования по факту противоречат друг другу, поэтому самодельный держак для сварки – это всегда компромисс для мастера.
Держак для сварочного аппарата заводского исполнения
Производители предлагают три модификации держаков сварочных:
- Цанговый держак для электродов. Это удобный в эксплуатации вариант. Замена огарка на новый электрод выполняется легко, прекрасно осуществляет защитные функции и выглядит эстетично. Но цанга стоит дорого и имеет лимитирование по силе тока. Кроме этого, экономить на электродах не позволяет, поскольку запрещено оставлять короткий огарок.
- Держак для сварки – прищепка. Самое популярное предложение производителей. Изготавливается в широко диапазоне размеров, диаметров электродов и силы сварочного тока. Прищепка не достаточно удобна в использовании, но весьма надежна. Она характеризуется хорошим контактом с электродами, отсутствие ограничений по электротоку, не требует приспособлений. Ее недостатки – это проблематичная смена огарка и большие габариты.
- Трезубец или вилка. Эта модификация держателя для сварочного оборудования, практически, вышла из употребления, поскольку не соответствует современным нормативам. Трезубец – это советский стандарт.
Как сделать держак для сварки своими руками
Аналогично заводским конструкциям изготавливается держак для сварочного аппарата своими руками. Существует множество технологий, как сделать приспособление, но наиболее часто встречаются следующие конструкции:
- Трезубец. Это классическое исполнение приспособления своими руками. Еще в советские времена сварщики мастерили свой инструмент именно по этому принципу. Держак представляет собой вилку, сваренную из трех рифленых кусков арматуры. В качестве изолятора применяется рукоятка от руля велосипеда или фрагмент резинового шланга. В отдельных случаях диэлектриком держака для сварки своими руками использовалась тряпичная изолента. Такая конструкция проста в изготовлении, но опасна и неудобна в использовании. Она обеспечивает плохой контакт с электродом, огарок извлекать сложно, арматура постоянно окисляется. Советские сварщики предлагали весьма своеобразные способы, как сделать сварочный держак. Одна из наиболее удачных конструкций – это приваренный к металлическому уголку арматурный прут. Ее единственным недостатком является сложность замены огарка.
- Трезубец с пружиной. Это улучшенный вариант от вышеописанного держака сварочного аппарата своими руками. Это та же вилка, но зубцы расположены, практически, в одной плоскости. Электрод вставляется между пальцами, центральный из них подпружинивает его. Этот сварочный держак своими руками изготавливается из дорогостоящих материалов, таких как высоколегированная нержавеющая сталь. Контакт с электродом – крепкий, менять огарок – достаточно легко. В качестве диэлектрика держака для сварочного аппарата своими руками для защиты сварщика применяется резина.
- Резьбовая цанга. Держак можно изготавливать из любого металла. Он обеспечивает надежный контакт электрода, легкую смену огарка, надежен и удобен в эксплуатации. Его недостатком является сложность изготовления. Особенности конструкции означены на чертеже.
- Зажимная цанга. Это модернизация резьбовой цанговой модели. Вместо резьбового крепежа используется пружинный механизм. Достоинства конструкции очевидны – легкость замены огарка и надежность крепления электродов. Прежде чем задаваться вопросом, как сделать держак для сварки этой конструкции, необходимо тщательно проанализировать электрическую схему. Чем мощнее пружина, тем надежней контакт, а предельная сила тока возрастает. Если использовать более слабый зажим, токовая нагрузка снижается. Здесь важно предусмотреть и второй разъем, который подводит ток к земле. Хотя ему не нужно обеспечивать электро- и тепловую защиту, контакт должен быть максимально надежным. Лучше, если механизм зажима будет изготовлен из латуни или меди.
Резюмируем
Каждый сварщик решает сам приобрести держатель в магазине или изготовить его самостоятельно. Но, как показывает практика, целесообразно делать самодельные приспособления, как по соображениям финансовых затрат, так и по удобству эксплуатации.
svarkalegko.com
Делаем держак для сварки

Пришло время для самодельного держака для электродов. По крайней мере мастер придумал для сварки. Понадобится отрезок 12 шпильки. Три гайки. Латунный барашек. Кусок пластиковой трубы. Хомут. Для начала просверлить отверстие. Наверху 4 миллиметра, внизу 6 мм.
Неодимовый магнит в китайском интернет-магазине.
Дырки просверлил. Получается простая конструкция, между двумя гайками зажата пластиковая труба. В отверстие рядом с барашком вставляется электрод. Элементарно подтянул. На другой стороне дырка побольше. Лучше 6 мм, потому что провод должен поместиться. Вставляем сварочный провод, гайкой оттягиваем и прижимаем. Кабель фиксируем хомутом. Далее используем термоусадку или гайки закрываем изолентой для безопасной работы. 
На сварочном аппарате мастер показал, как выглядит приспособление на проводе. Он прошёл через шпильку, гайкой поджали, хомутом провод. Барашком зажимаем электрод. Простой и очень удобный держак. Электрод хорошо фиксируется. При работе нет такого, чтобы он болтался. Легко снимается. Чуть ослабил и вытащил. Затянул. Высокая надежность.
Масса на магнитах тут.
izobreteniya.net
Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками

Электрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока.
Хороший держатель электродов:
- дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода;
- гарантирует полноценный электрический контакт;
- обеспечивает быструю замену электрода.
- легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым электрододержателем у вас будут отваливаться руки.
Нормальная масса – от 350 грамм для тока 125А до 750 грамм для тока 500А.
Полезный совет: не стоит покупать электрододержатель с запасом мощности, исходя из распространенного заблуждения, что он прослужит дольше. На самом деле профессиональные электрододержатели точно выдерживают нагрузку, о которой заявляют, но только при условии, что вы приобрели брендовое изделие.
Наиболее распространные типы электрододержателей:
- пружинные;
- винтовые (или зажимные)
Наиболее популярными в настоящее время являются универсальные электрододержатели, которые благодаря подпружиненному механизму зажима и специально сконструированным латунным или медным губкам, позволяют размещать электрод в различных пространственных положениях. Корпус сварочного держателя, рукоятка и подвижные части должны быть изготовлены из качественных изоляционных и теплоизоляционных материалов. Это может быть пластик или керамо-пластик.
В связи с большим наплывом некачественной продукции из Китая на рынки сварочной техники, при покупке элетрододержателя рекомендуется проверять магнитом его токоведущие части. Часто бывает, что они изготовлены из стали, на поверхности которой выполнено покрытие под медь. Такой же процедуре проверкой магнитом рекомендуется подвергать и клеммы заземления, чтобы не получить в итоге приспособление, которое быстро перегреется и сгорит во время сварки.
Новички в сварочном деле часто задают вопрос: зачем покупать новый электродержатель, если при покупке сварочного инвертора в комплекте к нему уже прилагается все необходимое для сварки?

Ответ очень прост: зачастую, электродержатель, идущий в комплекте со сварочным аппаратом, быстро выходит из строя, независимо от того, пользуетесь вы им на производстве или время от время варите в домашних условиях. Обычно это модель КВ-200. Из-за того, что для ее изготовления используют дешевые материалы, первое, что выходит из строя – прижимные губки, которые подгорают и не дают надежной фиксации. Электрод начинает болтаться, что действует на нервы сварщику и сказывается на качестве сварочных швов.
Кстати, качество остальных комплектующих, особенно, если речь идет о дешевцых сварочных аппаратах для домашней сварки типа Ресанта, Сварог, Фубаг и прочее, как правило, оставляет желать лучшего. Это относится и клемме массы и к сварочным кабелям. У Ресанты кабель и вовсе алюминиевый, что может выглядеть фантастическим, но это действительно так. Хитрые китайцы нанесли на него медное покрытие в несколько микрон, чтобы, когда вы снимете изоляцию, не было видно подлога, но это не должно вас вводить в заблуждение. Сделайте засечку ножом, и вы убедитесь, что в сердцевине светлый металл. Так же возникают вопросы к длине кабелей и к их жесткости. Но это тема отдельной статьи. Все комплектующие лучше покупать отдельно.
Переходим к конкретике…
- Всем известная немецкая фирма ABICOR BINZEL. В первую очередь известна по своим горелкам для аргонодуговой сварки, которые повсеместно используются. Для ручной дуговой сварки у BINZEL простой ассортимент из четырех моделей электрододержателей пружинного типа DE 2200, DE 2300, DE 2400, DE 2500 «KURT HAUFE», похожих друг на друга как две капли воды и отличающихся только лишь силой тока (от 200 до 600А), соответственно, массой и габаритами. Они надежные, выполнены из качественных материалов, обеспечивающих необходимые механические и термические свойства и обеспечивают фиксацию электрода в четырех положениях. На сварочном рынке серию «KURT HAUFE» очень любят подделывать, так что будьте осторожны!
- Шведская промышленная компания Esab. Серии Eco Handy, PRIMA. Электрододержатель винтового типа обеспечивает более надежное крепление электрода. Он фиксируется в посадочных отверстиях без люфта: в положении 90 градусов в торцевом отверстии и в положении 90 и 45 градусов в отверстии, расположенном на диаметре.

Минус: электрододержатель тяжеловат, но это единственный его недостаток. В комплекте: мощный шестигранник и медная пластина, которой обматывается и обжимается кабель.
- Telwin. Стоят дешевле, чем предыдущие бренды, хотя продавцами позиционируется как Италия. Но мы то знаем, где делают продукцию, которая стоит дешевле. Хотя качество приемлемое. Стоят добротные изоляторы, которые не горят даже на токах более 300А при продолжительной работе, крепления не ослабляются. Из минусов: тяжелей, чем тот же ABICOR BINZEL
- Электрододержатели Eagle/Falcon. От компании Trafimet, Италия. По нашему скромному мнению – один из лучших представителей в своем виде. К фурнитуре и креплениям претензий нет. Несомненный плюс: малый вес, удобно лежит в руке.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного. При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм (можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.


Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
- Запрещен по технике безопасности на производстве;
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна (когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Держатель – главный инструмент в руках сварщика, поэтому отнеситесь к его выбору наиболее ответственно!
Пришло время для самодельного держака для электродов. По крайней мере мастер придумал для сварки. Понадобится отрезок 12 шпильки. Три гайки. Латунный барашек. Кусок пластиковой трубы. Хомут. Для начала просверлить отверстие. Наверху 4 миллиметра, внизу 6 мм.
Дырки просверлил. Получается простая конструкция, между двумя гайками зажата пластиковая труба. В отверстие рядом с барашком вставляется электрод. Элементарно подтянул. На другой стороне дырка побольше. Лучше 6 мм, потому что провод должен поместиться. Вставляем сварочный провод, гайкой оттягиваем и прижимаем. Кабель фиксируем хомутом. Далее используем термоусадку или гайки закрываем изолентой для безопасной работы.
На сварочном аппарате мастер показал, как выглядит приспособление на проводе. Он прошёл через шпильку, гайкой поджали, хомутом провод. Барашком зажимаем электрод.
Простой и очень удобный держак. Электрод хорошо фиксируется. При работе нет такого, чтобы он болтался. Легко снимается. Чуть ослабил и вытащил. Затянул. Высокая надежность.
В процессе выполнения сварочных операций мастер использует специальные приспособления, повышающие безопасность и удобство проведения работ. Непосредственно манипуляции с электродами осуществляются посредством держателя. Это своего рода фиксатор, который можно удерживать и направлять функциональный элемент, к нему подается электрический ток. Поскольку речь идет об ответственной монтажной процедуре, в которой важна каждая эксплуатационная характеристика, сварочный держак должен подбираться тщательно и с учетом всех технических параметров.
Назначение приспособления
Общая задача держателя заключается в креплении электрода с покрытием, однако устройство и эксплуатационные характеристики предусматривают также и другие нюансы применения сварочных расходников. Фиксатор должен способствовать и высвобождению огарка на поверхности электрода, причем этот процесс выполняется без смещения в месте зажима. Само же крепление должно выполняться в нескольких положениях, но в одной плоскости. Оптимально, если стабильно выдерживаются 2-3 точки зажима. В то же время, независимо от конфигурации крепления, держатель электродов не должен препятствовать полному расплаву расходника с функциональным покрытием в процессе формирования и поддержки дуги. Для удобства обращения с кабельной проводкой изготовители также предусматривают и узлы фиксации для линий подачи тока. Теперь стоит подробнее ознакомиться с конструкцией инструмента.
Основные виды сварочных держаков

Фиксатор-прищепка – самая распространенная конструкция для надежного крепления электродов, которая может быть пружинной и рычажной. Основу формирует рукоятка с токозащищенным покрытием, а рабочая часть реализуется в виде прищепкового зажима. Оператор в процессе работы самостоятельно удерживает проволоку в зоне хвата, контролируя ручку крепления. Пользуются высоким спросом и вилки-трезубцы. Типовое устройство держака для сварочного полуавтомата в этом исполнении основывается на той же рукоятке, а удержание обеспечивается металлическими штырями. Конструкция простая, функциональная, но в плане надежности и эргономики это не лучшее решение.
Менее популярны цанговые держатели, но и этот вариант себя оправдает при работе с аргонодуговыми горелками. В данном случае фиксация обеспечивается путем резьбового соединения с несущим элементом. То есть держак для сварочного аппарата этого типа обслуживает винтовые горелки. Выбирать подходящий вариант по конструкции следует с учетом параметров самого электрода и условий выполнения рабочих манипуляций. Первостепенное требование – это обеспечение оптимального контакта с расходником без подгорания зоны удержания.

Особенности безогарковых держаков для сварочного аппарата
Данный инструмент исключает образование огарков и экономит время на фиксацию электрода. Достигаются эти преимущества благодаря особой конструкции, которая предусматривает не зажим расходника, а его приваривание к окончанию стержня. Поэтому в процессе сварки происходит полный расплав покрытия. Поверхность удерживающего стержня изначально покрывается электротехническим изолятором, что делает безогарковый сварочный держак надежнее и безопаснее. Некоторые модификации в целях повышения скорости обновления и прихватки электрода обеспечиваются специальными стаканами, в которых можно содержать несколько окончаний электродов. На дне емкости предусматривается графитовая или медная пластинка, а боковые части защищаются керамической плиткой с отверстиями.
Характеристики приспособления

Разнообразие конструкций обуславливает и разброс в технико-эксплуатационных показателях держателей, но есть и крайние значения, утвержденные ГОСТом. Например, длина защищенной области рукоятки должна составлять не менее 11 мм, а поперечное сечение в среднем находится в диапазоне 36-40 мм. Размер фиксатора также влияет на способность работы с электродами, предназначенными для разных уровней силы тока. Начальный диапазон составляет 200-300 А. С такими показателями работают держатели электродов с сечением 36 мм, а модели для 400-500 А, соответственно, должны иметь диаметр порядка 40 мм. Следует учитывать и материалы изготовления конструкции. Они же определяют и возможности работы с разными показателями силы тока, и стойкость перед негативными факторами окружающей среды. Комбинация жаростойкой стали и высокопрочного рифленого пластика позволит предохранить рабочую основу держака и от термических воздействий, и от мороза, если работа производится на улице в зимнее время.
Производители и цены
Начальный сегмент составляет продукция компаний «Сибртех», «Калибр», «Сварог» и других отечественных изготовителей. Под этими марками выходят стандартные и простые по конструкции модели прищепковых держаков, стоимость которых составляет 200-300 руб. В среднем классе представлены более надежные и долговечные устройства от компаний «Ресанта», Elitech, SANTOOL и др. Это достойная по характеристикам продукция, которая подходит также и для профессионального использования. Цены варьируются от 400 до 600 руб. Специально для ответственных работ на производстве и в строительстве стоит приобретать держатели для сварки от брендов наподобие Foxweld и Blue Weld. Эти приспособления могут стоить 1000-1500 руб., но их общее качество, выносливость и расширенный функционал вполне заслуживают высоких затрат.
Заключение

Безопасность является главным условием проведения сварочных мероприятий независимо от типа используемой оснастки. Поэтому перед первым использованием держака следует проверить его электротехническую прочность. С помощью мультиметра или специализированных приборов для измерения сопротивления, силы тока и напряжения испытывается стойкость рукоятки и фиксирующей части. Если сварочный держак соответствует параметрам, указанным в его паспорте, значит, конструкция исправна, и можно начинать рабочие мероприятия. Существует и практика использования самодельных фиксаторов: как правило, выбирается конструкция трезубца как наиболее простая. Но именно в интересах безопасности применять такой способ удержания электрода специалисты не рекомендуют.
Масса на магнитах .
Неотъемлемой частью процесса производства является сварка, которая широко применяется и в быту. Она требует применять держак для сварочного аппарата. Работать с применением сварочного оборудования необходимо, уделяя особое внимание каждому из составляющих элементов, в том числе и сварочному зажиму или держателю.
Какой держатель выбрать?
Происходивший десятилетиями процесс совершенствования сварочных принадлежностей привел к появлению на рынке большого выбора различных модифицированных деталей для . Сюда можно отнести и значительное количество разновидностей держателей для сварки. По этой причине для многих людей является затруднительным сделать верный выбор держателя. Некоторых пугает травматизм, а других – высокая цена.
С помощью держателя проводится как профессиональная сварка, так и любительские сварочные работы. Правильный выбор режима сварки очень важен с учетом совокупности всех требуемых качеств. Техника безопасности требует особого внимания к качеству сварочных принадлежностей, удобству их конструкций, габаритам. Необходимо учитывать возможность фиксации электродов, имеющих любой диаметр, надежность и долговечность.
Читайте также:
Вернуться к оглавлению
Разновидности держателей и качественные характеристики
Выделяют следующие виды держателей электродов различных модификаций:
- вилка-трезубец (ручной или автоматизированный);
- цанга (обычный тип);
- прищепка (ручной и автоматизированный).
Поскольку работать со сварочным аппаратом, держа в руках сварочный зажим, приходится зачастую в совершенно разных условиях, которые предполагают удары, охлаждение, сильную вибрацию, нагрев, влажность, то к держателю электрода предъявляют особые эксплуатационные требования.
Он должен иметь удобную рукоятку либо накладки на губках с качественной изоляцией. Материалом для изготовления рукоятки должен являться пластик достаточной толщины, обеспечивающий оптимальные изолирующие свойства и прочность всей конструкции.
Срок службы зажима электродов является более долгим, чем у его альтернативного варианта – наборных губок, которые состоят из пластин.
Вернуться к оглавлению
Чем отличается обычный держак прищепка от обычной вилки-трезубца?
На сегодня наибольшей популярностью пользуется обычный держатель прищепка.
Простота и низкая цена данного держателя являются причиной повышенного спроса на этот элемент сварочных принадлежностей. Среди основных преимуществ держателя прищепки можно выделить следующие:
- Рабочая совместимость со многими видами сварочных аппаратов.
- Простота конструкции.
- Удобство эксплуатации.
- Достаточно надежное удержание электродов.
- Полное отсутствие неизолированных зон токосъемника.
Популярность прищепки сделала данный держак широко используемым. Он применяется во многих странах мира. Применение автоматизированного держака электродов вилки-трезубца предполагает наличие достаточного количества преимуществ, которые свойственны данному элементу для сварки:
- Поджог сварочной дуги является автоматизированным.
- Потребление электроэнергии снижено на 60%.
- Достаточно высокое качество шва.
Вместе с тем многим сварщикам свойственно останавливать свой выбор на таком держателе, как вилка-трезубец (обычный). Этот вид держателя является запрещенным для применения во всех странах мира в соответствии с законодательством. Поэтому применять данный вид держателя запрещено по причине возможного оказания вреда здоровью сварщика и тех, кто его окружает в процессе работы с аппаратом.
Согласно статистическим данным практически все, кто пользовался данным типом держателя, получили ожоги или скончались от удара током. Потенциальная опасность данного вида держателя связана с наличием большого количества открытых частей, которые находятся под напряжением.
Негативным из последствий применения вилки-трезубца обычного является получение лучевых ожогов глаз. Сварщики, пользовавшиеся данным видом держателя, то есть вилкой-трезубцем (обычным), в 98% получали более чем один раз лучевой ожог глаза. Этот факт был подтвержден на все 100% самими пострадавшими сварщиками. Единственный из плюсов данного типа держателя относится к его низкой цене.
С таким видом держателя, как прищепка в ручном или обычном варианте, дело обстоит совсем иначе. Он не может нанести такого ущерба, как обычный держатель “вилка-трезубец”.
Вернуться к оглавлению
Более надежный и долговечный сварочный элемент, который позволяет удерживать электроды в процессе пайки, представляет собой держатель, имеющий резьбовую фиксацию. Он позволяет сделать выбор уровня наклона электрического катода под любым углом.
Опытные сварщики не ставят на последний план факторы, особо влияющие на выбор держака, то есть его качество и цену. Целесообразно учитывать упомянутые свойства в идеальном соотношении. При наличии держателя электродов, стоимость которого составляет 300 рублей, и сварочного держака по цене 3000 рублей не следует останавливаться на дорогом держателе, если он требуется для работы в условиях быта.
Наибольшая вероятность связана с тем, что при покупке сварочного прибора по цене менее 500 рублей для осуществления длительной профессиональной сварки можно не надеяться на качественную работу аппарата. Вместе с тем держатель по аналогичной цене вполне сгодится для проведения соединительных работ методом сварки. Поэтому, отдав предпочтение дорогому держателю, следует позаботиться о том, чтобы он был соответствующего качества. Профессиональная сварка требует покупки держателя по цене 3000 рублей, что не является целесообразным для сварки в условиях быта.
Выбирают держатель, позволяющий фиксировать электроды с учетом сварочного тока, необходимого для работы оборудования. Задумав работу, связанную с выездом, следует тщательно продумать запасной вариант сварочного приспособления. Не следует экономить на данном приспособлении, если требуется производить профессиональную сварку при продолжительных нагрузках. Это позволит увеличить срок службы держака.
Если выбор остановлен на держателе аппарата, рассчитанном на 200 ампер, то при осуществлении сварки с помощью такого инвертора, работающего при силе тока, равном 300 ампер, данного приспособления окажется достаточно только на два дня. В процессе проведения сварочных работ появится характерный запах пластика, сгоревшего при нагреве электрододержателя и слабого контакта приспособления с электродом для сварки. Это приведет к обгоранию зажима держака, который затем выйдет из строя, став непригодным к дальнейшей эксплуатации.
При выборе держака следует учитывать его ампераж, который увеличивается по мере увеличения массы и размеров приспособления. Удобство работы можно обеспечить путем подбора держателя, если требуется сила тока, близкая по значению к рабочей силе тока сварочного инвертора. В продаже очень часто имеются держатели, соответствующие 200-500 А.




Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту. Для любого сварочного агрегата требуется наличие держака электродов, которому так же, как и остальным комплектующим элементам, необходимо уделять достаточное внимание.
Принадлежности для сварочного оборудования постоянно совершенствуются. В результате сегодня в продаже достаточно большой ассортимент разнообразных комплектующих элементов для сварки. Одним из таких является сварочный держатель, модификаций которого также довольно большое количество. Поэтому многим людям, не имеющим достаточной практики в сварочных работах, трудно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Техника безопасности сварочных работ требует обращать особенное внимание:
- на качество комплектующих элементов сварочного оборудования;
- на их компактность, удобство эксплуатации.
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Недостаток такого держателя – используемые материалы являются более дорогими, но себестоимость получается значительно ниже изделия, сделанного на заводе.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае - обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Рекомендации опытных сварщиков по подбору держателя электродов
- Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
- Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации. Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
- Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
- Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
- Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
- Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
- Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
- Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса. Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании.
Устройство
Рассмотрим вкратце устройство держателя электродов. От конструкции прибора зависит несколько важных факторов:
- качество сварных соединений;
- производительность труда мастера;
- удобство и безопасность работ.

недорогой держатель электродов
Держак стандартного типа представляет собой инструмент, состоящий из нескольких частей: корпус, зажим, рукоятка, подвижные части. Но различные виды могут иметь некоторые особенности в строении . Подробнее далее.
Виды
Рассмотрим вкратце, какие виды держателей для электрода существуют. Электрододержатели разделяют на универсальные и специализированные . Производство обеих группы регламентировано стандартами ГОСТ. О самодельных смотрите отдельный подзаголовок ниже.
Держатель электродов универсальный является наиболее популярным, так как позволяет проводить сварку в различных пространственных положениях.
Также существует более подробная классификация:
1. Зажимной держатель-прищепка (пружинный или рычажный) характеризуется простой конструкцией и невысокой ценой. Основной недостаток – слабая фиксация электрода.
Данный тип может быть выполнен в двух модификациях:
- простая отличается совместимостью с большинством типов сварочных аппаратов и полным отсутствием неизолированных зон;
- автоматизированная обеспечивает высокое качество шва, значительное энергосбережение и автоматический поджог дуги.

Держатель “прищепка”
2. Винтовые электрододержатели позволяют крепко закреплять катод. Основной недостаток – потребность постоянного откручивания и закручивания винта в зажимном устройстве при смене материала для сварки.

Держатель винтовой
Предлагаем посмотреть ролик, где пользователь сравнивает два держателя, винтовой и прищепку и делает выбор в пользу винтового.
 3. Конструкция инструментов безогаркового вида
устроена таким образом: электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе соединения. Затем берется следующий пруток.
3. Конструкция инструментов безогаркового вида
устроена таким образом: электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе соединения. Затем берется следующий пруток.
4. Довольно востребованной среди сварщиков любого уровня является вилка-трезубец
.
Однако, выполненный в простой модификации такой тип представляет собой серьезную угрозу здоровью мастера из-за большого количества незащищенных частей.

Держатель “вилка” самодельный
5. Зажимной держатель-цанга применяется в сварочных горелках для аргоновой дуговой сварки.

Держатель поворотный
6. Электрододержатель электрода с зажимом поворотного типа позволяет быстро и надежно производить фиксацию стержня только под одним углом.
Кроме вышеперечисленных видов также выделяют агрегаты специального назначения, которые применяются для создания определенного вида шва.
Хороший держатель электродов должен:
Держатель электродный должен соответствовать следующим обязательным требованиям:
- Надежность и уверенность фиксации электрического проводника любых диаметров в необходимом положении.
- Возможность быстрого изменения угла выхода электрода.
- Хороший и полноценный контакт .
- Обеспечение быстрой замены электрода.
- Долговечность использования.
- Легкость прибора.
- Изоляция токоведущих частей .
- Возможность проведения сварки в труднодоступных местах.
Как не купить некачественный держак для сварочного аппарата
Токоведущие части качественного прибора должны быть произведены из меди и защищены изоляционным материалом. Некоторые недобросовестные компании производят токоведущие части из стали, а затем покрывают их медью. Таким образом, части сильно нагреваются и быстро сгорают.
Выглядят они как медные и визуально отличить их непрофессионалу от «цельномедных» деталей сложно. Есть один безошибочный способ, для которого понадобится магнит. Необходимо поднести магнит к проверяемой детали, если части магнитятся, то они выполнены из стали.

Медные губки держака
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
 Шведский концерн является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Шведский концерн является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL
– надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа. При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже .

Держатель SKRAB 27601

Как эксплуатировать
Несколько слов о том, как правильно эксплуатировать держатель для сварочных электродов. Использование электрододержателя подразумевает не только его непосредственное применение, но и правильный уход за ним. Зажим следует содержать в чистоте , это обеспечивает плотный контакт губок с прутком, а, соответственно, избавляет от подгорания и продлевает срок эксплуатации. Также необходимо избегать обгорания остатка электрода (огарка) до самых губок держателя по тем же причинам.
Полезное видео
Посмотрите ролик, где показана процедура замены держака Сибртех любителем. Заодно увидите отзыв о попадающемся браке данной продукции, на что обращать внимание при выборе и покупке.
Самодельные держаки для электродов
 Конструкция “Трезубца”
проста и незамысловата. Способов сборки такого вида достаточно много, ниже представлен самой несложный.
Конструкция “Трезубца”
проста и незамысловата. Способов сборки такого вида достаточно много, ниже представлен самой несложный.
Тело “Трезубца” представляет собой подобие жезла с тремя зубцами; делают его путем гибки и сварки арматуры, изготовленной из углеродистой стали, диаметром 8 мм. Средний стержень также гнут, его функция – фиксация прутка в держаке.
Самое сложное – организовать качественный контакт между кабелем и держателем. Для этого необходимо согнуть трубку, разделенную на две половины. Трубка выполняет роль электрической клеммы. Первая половина фиксирует кабель, а вторая – поддерживает его изоляционную оплетку. Клемма также прихватывается сваркой.
Для изоляции рукоятки можно использовать кусок дюритового армированного рукава, который одевается на разогретую арматуру.


Вот еще один вариант, как сделать держак-вилку. Фото кликабельно, для увеличения, кликайте на картинку. Более подробно, как сделать такой держак, описано на этом сайте .


Тип “Уголок” имеет схожее устройство с “Трезубцем”. Главное отличие – вместо двух пружинящих контактов здесь используется металлический уголок, а электрический проводник держит один зубец, а не три.
“Продвинутый” вариант самодельного инструмента собирается из обрезков материалов. Мастеру понадобится труба диаметром 15 мм. и длиной 250 мм., к которой крепится пластинка толщиной 3 мм. и шириной 25 мм. Затем пластина сворачивается в кольцо диаметром 50 мм., концы выпрямляются и используются для зажима. В месте крепления кабеля трубка сжимается и сверлится отверстие для болта, который зажимает наконечник кабеля. Рукоятка выполнена из дюрита.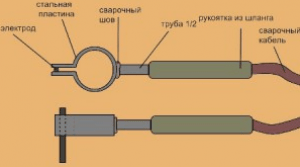
Рейтинг: какой держатель для электродов лучше
Мы понимаем, что вопрос выбора держателя субъективен, кому что нравится. Но тем не менее, считаем, что для выбора стоит учитывать мнение большинства. Поэтому сделаем опрос про лучшие держатели электродов. Предлагаем вам проголосовать и высказать свое мнение о том, какой держатель для вас самый хороший. Можно выбрать два варианта ответа одновременно.